解析CNC镗孔震刀与“狗啃”表面成因及镗刀选用与调整策略

在CNC加工中,使用镗刀进行精镗时出现表面粗糙、有震纹(俗称“狗啃一样”)并伴随震刀现象,是一个常见但棘手的问题。这通常并非单一原因造成,而是机床、刀具、工件、参数、工艺等多方面因素综合作用的结果。本文将系统分析其成因,并提供针对镗刀的解决方案。
一、 主要成因分析
- 工艺系统刚性不足(核心原因):
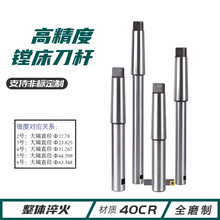
- 镗杆刚性:镗杆悬伸过长(L/D比过大)是导致震刀的首要原因。悬伸越长,刚性越差,在切削力作用下越容易产生弯曲振动。
- 机床刚性:主轴轴承磨损、导轨间隙过大、机床整体刚性差,无法有效抑制振动。
- 工件装夹与刚性:工件夹持不牢固或工件本身结构薄弱(如薄壁件),在切削力下发生振动或变形。
- 刀具连接:刀柄(如BT、HSK)与主轴、镗刀与刀柄之间的连接存在间隙或松动,形成振动源。
- 镗刀自身问题:
- 刀具平衡:特别是可调式精镗刀,如果调整机构松动或微调后未锁紧,刀尖在高速旋转下不平衡,引发剧烈振动。
- 刀具磨损或破损:刀片磨损不均、崩刃或刀尖圆弧不规则,导致切削力波动。
- 刀具几何角度不当:前角过小、刃口不锋利导致切削力过大;主偏角选择不当影响径向力。
- 刀杆材质:普通钢制刀杆阻尼性较差,不如硬质合金或减震镗杆。
- 切削参数不合理:
- 线速度与转速:在某些速度区间,容易引发工艺系统的共振。
- 进给量:进给过大导致切削力激增;进给过小可能导致刀尖与工件摩擦而非切削,也易振动。
- 切削深度:尤其是精镗余量不均或过大。
- 切削液与排屑:冷却不充分或排屑不畅,切屑缠绕或堵塞于孔内,干扰正常切削过程。
二、 针对“镗刀”的解决方案与选用调整要点
- 优化镗刀选择与使用:
- 遵循短悬伸原则:尽可能选择粗壮、短悬伸的镗杆。计算公式是:镗杆直径D应至少为孔深的4-5倍(L/D ≤ 4)。若必须长悬伸,务必选用减震镗杆(内部有阻尼机构)。
- 优先选用模块化硬质合金镗杆:硬质合金材质弹性模量高,刚性远胜于钢,能极大提升抗振性。
- 确保刀片状态与安装:使用锋利、无磨损的新刀片或涂层刀片。确保刀片安装牢固,刀尖高度严格对准中心。对于精镗刀,微调后必须按说明书扭矩锁紧。
- 选择合适的刀尖几何:精镗时选用较大的刀尖圆弧半径(R角)通常有利于改善表面质量,但需注意可能增大径向力。正前角、锋利的刃口有助于降低切削力。
- 调整切削参数以“避震”:
- 改变转速:这是最直接有效的方法之一。尝试大幅提高或降低主轴转速(通常建议先提高),以避开系统的固有频率(共振区)。
- 优化进给:适当提高每转进给量(F值),使刀尖更“坚定”地切入材料,有时能抑制振动。但需平衡表面质量要求。
- 控制切深:精镗余量建议单边留0.1-0.3mm为宜,且应均匀。过大的余量应分粗镗、半精镗、精镗多道工序完成。
- 加强工艺系统刚性:
- 缩短悬伸:重新评估工艺,看能否通过改变工序或使用更短的镗刀、加长杆来缩短有效悬长。
- 加固工件:优化夹具,增加支撑点(如内侧支撑),减少工件悬空部分。
- 检查机床与刀柄:确保主轴状态良好,刀柄拉钉拉紧力足够,并清洁刀柄及主轴锥面。
- 改善切削条件:
- 充分冷却与排屑:确保切削液有足够的压力和流量直达刀尖,尤其是深孔镗削时,最好使用内冷镗刀帮助排屑。编程时可采用“啄镗”方式,定期退刀排屑。
三、 现场快速排查步骤
- 停机和检查:立即停机,检查镗刀刀片是否完好、安装是否牢固、微调机构是否锁紧。
- 听声辨位:空转主轴(不切削),听是否有异响,判断刀具本身是否平衡。
- 验证刚性:用手轻推刀尖,感受其刚性。如果明显晃动,则刚性严重不足。
- 调整参数:优先尝试将主轴转速提高30%-50%,或降低至原来的一半,进行试切。
- 简化条件:如果可能,在材料或废料上试镗一个浅孔,以排除工件装夹和深孔的影响。
**:解决CNC镗孔震刀问题,关键在于增强系统刚性和打破振动循环。在镗刀方面,应首选刚性最佳的短硬质合金镗杆,并配合锋利的刀片与合理的避震转速**。通过系统性排查与优化,通常能有效消除“狗啃”状震纹,获得光洁的镗孔表面。
如若转载,请注明出处:http://www.nthcxkj.com/product/30.html
更新时间:2026-06-19 04:13:18